|
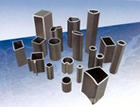
異型鋼冷拉工藝 這款異型鋼的成型需要通過熱軋和冷拉兩個工藝結合來做。以下是具體工藝流程: 熱軋是將原材料通過熱軋輥輪軋到接近成品形狀的異型鋼胚: 采購原材料:材質20Cr,規格φ95-φ100的毛圓。 原材料進行退火處理(為熱軋做準備),退火溫度600℃左右。 退火后的材料加熱到一定溫度,通過熱軋輥輪進行軋制。熱軋輥輪也就是我們說的熱軋模具,一般來說一套熱軋模具未12個輥輪組成,原材料通過熱軋輥輪扎到我們需要的形狀。 熱軋后的材料冷卻,整理包裝。 以上是通過熱軋后出來的異型熱軋鋼胚,接下來就是要開始冷拉,鋼胚的尺寸我們放了4-5mm余量,接下來通過多次冷拉,將尺寸做到圖紙要求。這次的冷拉工藝分4道去拉,中間需要做3次退火。
熱軋鋼胚進行拋丸,磷化(去除氧化皮)→扎頭(通過冷拉模具的準備工作)→第一道拉拔(拉拔量2mm)→校直,整理,檢驗。 第一次退火→拋丸,磷化(去除氧化皮)→扎頭(通過冷拉模具的準備工作)→第二道拉拔(拉拔量1mm)→校直,整理,檢驗。 第二次退火→拋丸,磷化(去除氧化皮)→扎頭(通過冷拉模具的準備工作)→第三道拉拔(拉拔量0.5mm)→校直,整理,檢驗。 第三次退火→拋丸,磷化(去除氧化皮)→扎頭(通過冷拉模具的準備工作)→第四道拉拔(拉拔量0.5mm)→校直,檢驗→打包入庫。 以上是異型材的加工工藝流程,冷拉是以犧牲材料物理性能達到形變的一種冷加工工藝,節省了材料成本,減少了后期加工成本,不過材料原來的機械性能會有所變化,抗拉強度,屈服強度會上升,硬度也會上升,伸長率會下降。
| 























 上一條:
上一條: